
Принципы выбора прецизионных подшипников

Компания ZYS разработала и произвела различные типы и конструкции прецизионных высокоскоростных подшипников, каждый из которых имеет особые условия работы. Выбор различных типов и конструкций должен зависеть от конкретных условий работы. При выборе подшипников следует учитывать следующие свойства.
Среди прецизионных подшипников ZYS радиально-упорные шарикоподшипники имеют четыре серии диаметров 18, 19 (1) 0, (0) 2; опорные подшипники шарико-винтовой передачи имеют два ряда диаметров: (0) 2, (0) 3. При одинаковом диаметре отверстия внешние диаметры и размеры по ширине 18, 19, (1) 0, (0) 2, (0 ) 3 ряда прибавка по очереди. Подшипники серии (1) 0 диаметра чаще всего используются среди радиально-упорных шарикоподшипников, цилиндрических роликоподшипников, двухсторонних упорных радиально-упорных шарикоподшипников и конических роликоподшипников для шпинделя высокоскоростных прецизионных станков. Что касается радиально-упорных шарикоподшипников, если радиальное пространство в монтажном положении ограничено или требуемая скорость шпинделя выше, (1) рекомендуется серия диаметром 0 или 19 и даже серия диаметром 18; если шпиндель выдерживает большую нагрузку, скорость не очень высока и монтажное пространство не ограничено, предпочтительны диаметры (0) 2. Чем больше диаметр оси шпинделя, тем выше становится жесткость. Для повышения жесткости подшипника следует увеличить количество шариков, что более выгодно, чем увеличение диаметра шарика.
1.2.1 Точность хода
Точность вращения подшипников напрямую определяет скорость вращения и точность обработки станков. Радиальное биение внутреннего кольца особенно важно. Точность шпинделя и корпуса должна быть согласована с точностью их соответствующих подшипников. Среди высокоскоростных прецизионных подшипников ZYS стандартным классом точности радиально-упорных шарикоподшипников и опорных подшипников шариковинтовой передачи является класс 4 по ISO (эквивалентный классу 7 Американской ассоциации производителей подшипников ABEC); для цилиндрических роликоподшипников и двухсторонних радиально-упорных шарикоподшипников стандартный класс точности - SP. Если необходимы более точные подшипники, мы можем предоставить радиально-упорные шарикоподшипники и опорные подшипники шарико-винтовой передачи класса P4A (точность размеров эквивалентна классу 4 IS0,
1.2.2 Точность
размеров Для высокоточных подшипников размерной серии 18,19, (1) 0, в частности, толщина кольца мала, поэтому условие установки, когда подшипник собирается на шпиндель и корпус, оказывает значительное влияние от точности хода, внутреннего зазора или предварительного натяга подшипника. Следовательно, не только подшипник должен иметь более высокую точность размеров, но и соответствующий диаметр шпинделя и отверстие в корпусе также должны иметь соответствующую высокую точность размеров и качество поверхности.
Предельная частота вращения радиально-упорных шарикоподшипников самая высокая среди всех подшипников качения при одинаковых условиях. Предельная частота вращения подшипников качения зависит от типа конструкции, размерного ряда, размерных размеров, материалов и конструкций сепаратора, точности подшипников, внутреннего зазора, предварительной нагрузки, внешней нагрузки, методов и условий смазки, допустимой рабочей температуры, мер охлаждения, точности установки. вал, корпус и т. д. Значения скорости соответствуют следующим условиям: (1) Точность подшипников: точность радиально-упорных шарикоподшипников и опорных подшипников шарико-винтовой передачи соответствует классу P4, точность цилиндрических роликоподшипников и двухсторонних угловых подшипников Контактные упорные шарикоподшипники относятся к классу SP, точность конических роликоподшипников - к классу P5. (2) Используется для одиночного подшипника с небольшим предварительным натягом. (3) Подшипник должен быть установлен с помощью соответствующего фитинга вала и корпуса, вращающиеся части должны иметь хороший динамический баланс. (4) Для подшипников с консистентной смазкой следует использовать высококачественную консистентную смазку в соответствующем количестве. (5) Смазочное масло сохраняет отличные характеристики, подходящую вязкость и достаточное количество. (6) Нагрузка на подшипники не может быть чрезмерной, и подшипник работает при нормальной рабочей температуре. (5) Смазочное масло сохраняет отличные характеристики, подходящую вязкость и достаточное количество. (6) Нагрузка на подшипники не может быть чрезмерной, и подшипник работает при нормальной рабочей температуре. (5) Смазочное масло сохраняет отличные характеристики, подходящую вязкость и достаточное количество. (6) Нагрузка на подшипники не может быть чрезмерной, и подшипник работает при нормальной рабочей температуре.
При внешней нагрузке в зоне контакта между телами качения и дорожкой качения будет возникать упругая деформация, поэтому недеформируемость называется жесткостью подшипника. Без каких-либо нагрузок, контакты между телами качения и дорожкой качения, включая точечный контакт и линейный контакт, независимо от типа контактов, площадь контакта всегда увеличивается с увеличением нагрузки, поэтому нет линейной зависимости между приближающимся количеством двух контактирующих частей и нагрузка, то есть жесткость подшипника непостоянна, она меняется в зависимости от нагрузки. Как правило, жесткость увеличивается с увеличением нагрузки. Радиально-упорные шарикоподшипники обычно используются для поддержки осевой нагрузки, чем больше угол контакта, тем больше осевая нагрузка и тем выше соответствующая осевая жесткость. Применение соответствующего предварительного натяга может повысить жесткость подшипника. Кроме того, радиально-упорные шарикоподшипники могут также повышать радиальную и осевую жесткость подшипника за счет соответствующего согласования. Количество тел качения оказывает гораздо большее влияние на жесткость подшипника, чем размер тел качения. Для подшипников с одинаковым диаметром отверстия, хотя тела качения подшипников серии диаметром 19, (1) 0 малы, количество собранных тел качения велико, таким образом, также может быть достигнута более высокая жесткость. Контактные шарикоподшипники, используемые в шпинделе высокоскоростных прецизионных станков, обычно используют серию диаметром 19, (1) 0. Выбирайте цилиндрические роликоподшипники, когда требуется более высокая радиальная жесткость. Радиально-упорные шарикоподшипники также могут повысить радиальную и осевую жесткость подшипника за счет соответствующего согласования. Количество тел качения оказывает гораздо большее влияние на жесткость подшипника, чем размер тел качения. Для подшипников с одинаковым диаметром отверстия, хотя тела качения подшипников серии диаметром 19, (1) 0 малы, количество собранных тел качения велико, таким образом, также может быть достигнута более высокая жесткость. Контактные шарикоподшипники, используемые в шпинделе высокоскоростных прецизионных станков, обычно используют серию диаметром 19, (1) 0. Выбирайте цилиндрические роликоподшипники, когда требуется более высокая радиальная жесткость. Радиально-упорные шарикоподшипники также могут повысить радиальную и осевую жесткость подшипника за счет соответствующего согласования. Количество тел качения оказывает гораздо большее влияние на жесткость подшипника, чем размер тел качения. Для подшипников с одинаковым диаметром отверстия, хотя тела качения подшипников серии диаметром 19, (1) 0 малы, количество собранных тел качения велико, таким образом, также может быть достигнута более высокая жесткость. Контактные шарикоподшипники, используемые в шпинделе высокоскоростных прецизионных станков, обычно используют серию диаметром 19, (1) 0. Выбирайте цилиндрические роликоподшипники, когда требуется более высокая радиальная жесткость. Для подшипников с одинаковым диаметром отверстия, хотя тела качения подшипников серии диаметром 19, (1) 0 малы, количество собранных тел качения велико, таким образом, также может быть достигнута более высокая жесткость. Контактные шарикоподшипники, используемые в шпинделе высокоскоростных прецизионных станков, обычно используют серию диаметром 19, (1) 0. Выбирайте цилиндрические роликоподшипники, если требуется более высокая радиальная жесткость. Для подшипников с одинаковым диаметром отверстия, хотя тела качения подшипников серии диаметром 19, (1) 0 малы, количество собранных тел качения велико, таким образом, также может быть достигнута более высокая жесткость. Контактные шарикоподшипники, используемые в шпинделе высокоскоростных прецизионных станков, обычно используют серию диаметром 19, (1) 0. Выбирайте цилиндрические роликоподшипники, когда требуется более высокая радиальная жесткость.
Основная цель смазки - использовать смазочные материалы для образования разделяющей смазочной пленки на кольцах, телах качения и сепараторах, чтобы уменьшить трение и истирание, предотвратить ожог подшипника и продлить срок его службы. Кроме того, смазочные материалы используются для предотвращения коррозии, уменьшения вибрации и шума, охлаждения подшипника и защиты внутренней части подшипника от загрязнения.
Смазка консистентной смазкой является наиболее распространенным методом смазки, поскольку она удобна в использовании и проста в обслуживании. Наиболее распространенной смазкой для подшипников качения является литиевая смазка с минеральным маслом в качестве базового масла, и она обладает хорошей адгезионной смазкой в широком диапазоне температур и скоростей. Диапазон рабочих температур от -30 ° C до + 110 ° C. Высокоскоростные прецизионные подшипники шпинделя и опорные подшипники шарико-винтовой передачи также могут использовать бариевую или кальциевую смазку с синтетическим двойным смазочным маслом в качестве базового масла, а лучшая вязкость предпочтительна как NO 2. Когда высокоскоростные прецизионные подшипники ZYS используют консистентную смазку, количество консистентной смазки должно занимать примерно 15% ~ 20% внутреннего свободного пространства подшипника. Для подшипников, смазываемых консистентной смазкой, при пуске в эксплуатацию необходимо провести обкатку. Избыток смазки будет вытеснен в канавку во время процедуры приработки для обеспечения равномерного распределения смазки и обеспечения минимальной температуры теплового равновесия при нормальной работе подшипника. Обычная процедура обкатки заключается в постепенном повышении скорости, и нельзя переходить к следующему этапу, если не будет достигнута стабильная температура подшипника. При большем количестве процедур или более высокой предельной скорости обкатка займет гораздо больше времени. Процедура обкатки должна выполняться вначале при предельной скорости 20% ~ 25%, затем увеличивать скорость после достижения стабильной температуры, наконец, ограничение скорости подшипника достигается при стабильной температуре. Контроль температуры в любой момент в процессе обкатки. По возможности следует напрямую контролировать температуру наружного кольца. Если температура выше 60 ° C, прекратить бег. Когда температура снизится до 10 ° C, мы можем перезапускать с той же скоростью до конца процедуры обкатки. Консистентную смазку следует добавлять и заменять вовремя. При добавлении смазки обратите внимание, что смазки разных типов и разных спецификаций нельзя смешивать, в противном случае рабочие характеристики смазки снизятся. Кроме того, следует удалить исходную смазку.
Смазка маслом может быть предпочтительнее, когда подшипник работает при высокой температуре и высокой скорости. Самыми распространенными масляными смазками для подшипников станков являются масляный туман, масло-воздух, масляная струя и т. Д. Преимущества и недостатки вышеуказанной смазки показаны в таблице ниже.
| Смазка | Преимущества | Недостатки |
| Смазка масляным туманом | * Из-за постоянного впрыска нового масла ухудшения качества масла не произойдет. * Держите пыль и СОЖ снаружи. |
* Масляный туман загрязняет окружающую среду. * Расход масла зависит от вязкости и температуры масла, поэтому его трудно контролировать до небольшого расхода. * Трудно подтвердить фактическую подачу масла. |
| Масло-воздушная смазка | * Контролируемая оптимальная подача масла, низкое тепловыделение подшипника. * Хороший охлаждающий эффект и низкий рост температуры. * Держите пыль и СОЖ снаружи. * Практически не загрязняет окружающую среду. |
* Высокая стоимость смазочных устройств. * Трудно определить фактическую подачу масла. |
| Смазка масляной струей | * Держите пыль и смазочно-охлаждающую жидкость снаружи и избегайте выгорания подшипника из-за большого потока. * Контролируемое повышение температуры, потому что впрыск масла отводит тепло. |
* Высокие потери на трение.
* Вертикальный монтажный шпиндель не рекомендуется из-за утечки масла. * Высокая стоимость смазочных устройств. |

Фитинг между внутренним кольцом и валом, наружным кольцом и корпусом требует различных требований для позиционирования и фиксации в радиальном, осевом и окружном (тангенциальном) направлении. Осевое позиционирование может быть реализовано с помощью гаек, заплечика, торцевой крышки, распорки, эластичного кольца, торца смежных деталей и т. Д. В то время как радиальное и периферийное позиционирование, как правило, завершается установкой между внутренним кольцом и валом, наружным кольцом и корпусом. Для высокоскоростных прецизионных подшипников шпинделя, чтобы избежать чрезмерной посадки с натягом и деформации колец, можно достичь хорошей размерной точности и точности вращения. С другой стороны, для высокоскоростных подшипников, у которых dmn более 1,0 x 10 мм · об / мин. Если фитинг между внутренним кольцом и валом не подходит, внутреннее кольцо будет расширяться из-за центробежной силы, когда подшипник работает с высокой скоростью. Тогда увеличьте зазор вала и внутреннего кольца и в последствии возникнет ползучесть, трение и истирание. Поэтому особое внимание следует уделять установке высокоскоростных прецизионных подшипников шпинделя.

Для увеличения грузоподъемности и жесткости радиально-упорные шарикоподшипники для шпинделя станков обычно подбираются парами или набором из нескольких узлов.
Каждый отдельный подшипник, который должен быть подобран, должен соответствовать требованиям допусков на граничные размеры и точности вращения, кроме того, существуют высокие требования к следующим параметрам производительности между любыми двумя подшипниками:
(1) Разница в среднем диаметре отверстия между любыми двумя подшипниками.
(2) Разность радиального биения внутренних колец двух любых подшипников.
(3) Разница среднего внешнего диаметра между любыми двумя подшипниками
(4) Разница радиального биения наружных колец между любыми двумя подшипниками.
(5) Фактическая разница углов контакта между любыми двумя подшипниками.
(6) Разница выступа между любыми двумя соседними подшипниками.
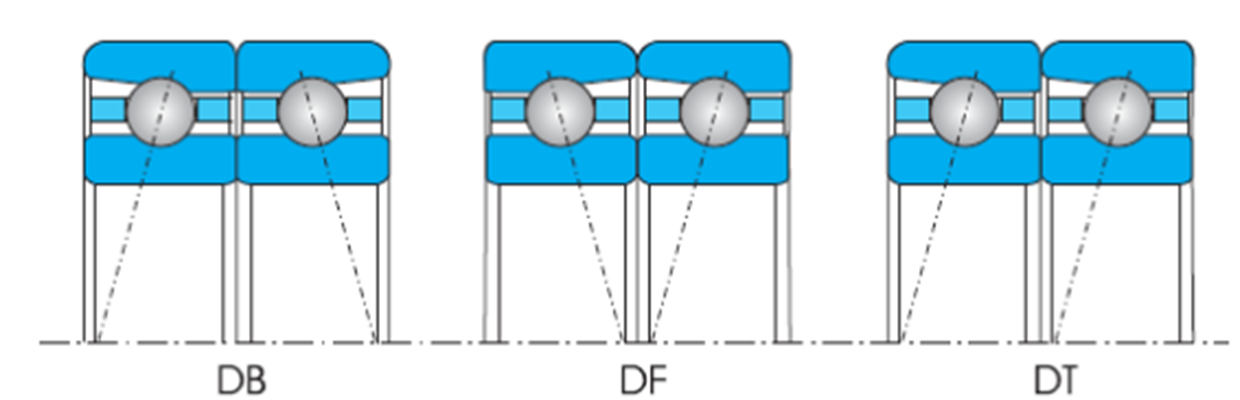
Подшипники с дуплексной компоновкой имеют три типа конфигурации: встык (DB), лицом к лицу (DF) и тандем (DT), их конструкции и характеристики показаны ниже:

| Парная конфигурация | Код | Характеристики |
| спина к спине | БД | * Симметричное расположение; * Поддерживающая радиальная нагрузка; * Поддерживает осевые нагрузки в двух направлениях * Поддерживает высокий опрокидывающий момент. |
| лицом к лицу | DF | * Симметричное расположение; * Поддерживающая радиальная нагрузка; * Поддержка осевых нагрузок в двух направлениях; * Незначительное самовыравнивание с плохой опорой при опрокидывании. |
| тандем | DT | * Два подшипника индентичные; * Расположены в одном направлении; * Поддерживающая радиальная нагрузка; * Поддерживает большую осевую нагрузку в одном направлении. |
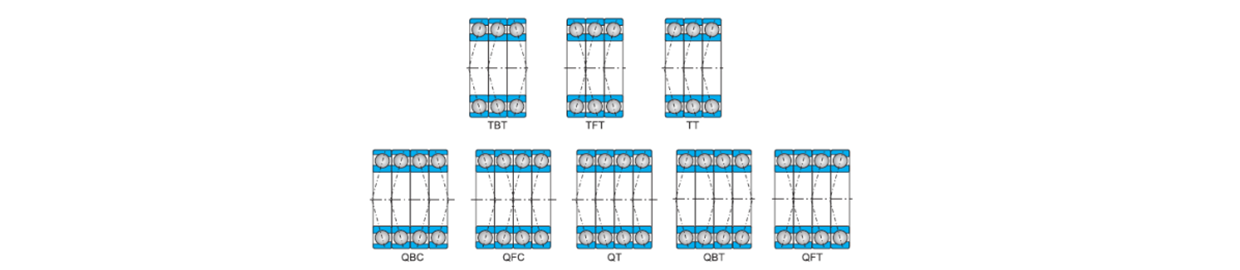
Радиально-упорные шарикоподшипники для шпинделей станков поставляются в комплектах с тремя, четырьмя и даже пятью подшипниками для достижения большей грузоподъемности и жесткости. Среди них рисунки ниже показывают несколько примеров множественных расположений.
Что касается согласованных подшипников, характеристики подшипниковых узлов меняются в зависимости от направления нагрузки. Следовательно, существует постоянное направление установки подшипниковых узлов, особенно подшипников с симметричным расположением. В результате мы отмечаем «V» на поверхности внешнего диаметра в осевом направлении. Кроме того, открывающаяся горловина «V» указывает на осевую нагрузку, действующую на внутреннее кольцо, то есть направление закрытого угла «V» должно быть идентично направлению осевой нагрузки, действующей на внутреннее кольцо. Если нагрузки, действующие на внутреннее кольцо, являются двухсторонними, направление закрытого угла «V» должно быть идентично направлению большей осевой нагрузки, действующей на внутреннее кольцо.
За исключением вышеуказанных конфигураций с постоянным направлением, мы также поддерживаем универсальные согласующиеся подшипники, то есть попарно могут быть расположены в любом требуемом расположении DB, DF или Tandem. Значения выступа торцевых поверхностей одиночных универсальных подшипников идентичны. Обычные предлагаемые предварительные нагрузки универсальных согласованных подшипников также легкие (A), средние (B), высокие (C) и специальные предварительные нагрузки.
Рабочая температура прецизионных подшипников качения ZYS зависит от материала подшипника, предварительной нагрузки, рабочей нагрузки, скорости, смазки, охлаждения и температуры окружающей среды. Как правило, чем выше нагрузка и скорость, тем выше рабочая температура подшипников с консистентной смазкой. Кольца прецизионных подшипников качения ZYS обычно выдерживают температуру 150 ° C; в то время как клетки из фенольной смолы могут выдерживать максимальную температуру 120 ° C. Другие подшипники с сепараторами из меди или алюминиевого сплава могут выдерживать максимальную температуру 150 ° C. Без искусственного охлаждения и внешнего нагрева температура внутреннего кольца всегда выше, чем температура внешнего кольца. Температура тел качения выше, чем у внутреннего кольца. Перегрев может изменить внутреннее состояние подшипника. Для прецизионных радиально-упорных шарикоподшипников на высоких скоростях, разница температур между внутренним и наружным кольцами вызовет более высокий фактический предварительный натяг, чем предварительный натяг сборки, и приведет к преждевременному истиранию, заклиниванию подшипника и даже худшей ситуации. Следовательно, необходимо контролировать рабочую температуру подшипников.
В зависимости от методов смазки и условий охлаждения допустимая рабочая температура масляного тумана и масляно-воздушной смазки намного выше, чем у подшипников с консистентной смазкой. Если требуются подшипники с более высокими температурами, пожалуйста, свяжитесь с нами.
Производительность станка в значительной степени зависит от точности и динамических характеристик компонентов шпинделя, что напрямую связано с установкой и регулировкой подшипников шпинделя. Прецизионные компоненты подшипников станков в процессе монтажа и регулировки чувствительны к неправильной работе. Неправильная установка, вероятно, приведет к повреждению подшипника и ухудшению точности подшипника. Неправильная регулировка приведет к низкой точности, низкой жесткости, высокому повышению температуры, высокому шуму или слабой вибростойкости. Поэтому должен быть систематизированный набор инструкций по эксплуатации для точного монтажа и регулировки подшипников с надлежащими монтажными и регулировочными инструментами.
Рекомендуется открывать сальники прецизионных подшипников непосредственно перед установкой. Подготовка перед установкой прецизионных подшипников в основном включает следующее: (1) Очистка Во избежание коррозии подшипников при транспортировке и хранении на поверхности прецизионных подшипников в упаковке следует добавить слой антикоррозийного масла. Несовместимость смазочного масла или консистентной смазки и антикоррозионного масла приведет к плохой смазке, поэтому после вскрытия упаковки тщательно очищайте подшипник. Если возможно, оператору предлагается использовать пластиковые перчатки вместо того, чтобы прикасаться к подшипникам голыми руками. Рекомендуется очищать подшипник чистым бензином высокой чистоты, бензином № 90 и даже белым бензином № 120. Очистка подшипников в два этапа. Подготовьте две емкости для очистки, наполненные достаточным количеством бензина, и поместите один кусок проволочной сетки в одну емкость. Сначала погрузите подшипник из упаковки в емкость с проволочной сеткой, а затем произведите окончательную чистку в другой емкости, вращая подшипник. Время от времени обновляйте бензин, чтобы гарантировать чистоту. Подшипники с уплотнениями подходят для очистки и могут быть установлены непосредственно для использования. Высушите подшипники после очистки воздухом или при комнатной температуре. Переходите к следующему шагу до полного высыхания. Если подшипники смазаны маслом, попробуйте установить подшипник, не вращая его. Если подшипники смазаны консистентной смазкой, следует перейти к следующим процедурам заполнения и монтажа смазки. Рекомендуется нанести тонкий слой смазочного масла на монтажную поверхность для облегчения монтажа подшипника. (2) Заполнение консистентной смазкой Для подшипников с консистентной смазкой, неправильный выбор консистентной смазки, Смазка или способ заполнения консистентной смазкой влияют на характеристики подшипников и даже на срок их службы. Поэтому строго соблюдайте правила заполнения консистентной смазкой. Выберите подходящую консистентную смазку и подготовьте инжектор подходящего размера. Проверьте количество смазки и залейте определенное количество в инжектор. Введите смазку в канавку через два соседних тела качения для обеспечения равномерного распределения. . Для заливки смазки в цилиндрические роликоподшипники нанесите 80% смазки на дорожку качения внутреннего кольца, поверхность качения и поверхности роликов и карманов сепаратора, а оставшиеся 20% нанесите на внешнюю дорожку качения. Осторожно поверните подшипник, чтобы равномерно распределить смазку по дорожке качения, направляющей поверхности сепаратора, поверхности гнезда сепаратора и поверхности роликов. соблюдайте правила заполнения смазки. выберите подходящую консистентную смазку и подготовьте инжектор подходящего размера. проверьте количество смазки и залейте определенное количество в инжектор. введите смазку в канавку через два соседних тела качения, чтобы обеспечить равномерное распределение. Для заливки смазки в цилиндрические роликоподшипники нанесите 80% смазки на дорожку качения внутреннего кольца, поверхность качения и поверхности роликов и карманов сепаратора, а оставшиеся 20% нанесите на внешнюю дорожку качения. Осторожно поверните подшипник, чтобы равномерно распределить смазку по дорожке качения, направляющей поверхности сепаратора, поверхности гнезда сепаратора и поверхности роликов. соблюдайте правила заполнения смазки. выберите подходящую консистентную смазку и подготовьте инжектор подходящего размера. проверьте количество смазки и залейте определенное количество в инжектор. введите смазку в канавку через два соседних тела качения для обеспечения равномерного распределения. Для заливки смазки в цилиндрические роликоподшипники нанесите 80% смазки на дорожку качения внутреннего кольца, поверхность качения и поверхности роликов и карманов сепаратора, а оставшиеся 20% нанесите на внешнюю дорожку качения. Осторожно поверните подшипник, чтобы равномерно распределить смазку по дорожке качения, направляющей поверхности сепаратора, поверхности гнезда сепаратора и поверхности роликов. Введите смазку в канавку через два соседних тела качения, чтобы обеспечить равномерное распределение. Для заливки смазки в цилиндрические роликоподшипники нанесите 80% смазки на дорожку качения внутреннего кольца, поверхность качения и поверхности роликов и карманов сепаратора, а оставшиеся 20% нанесите на внешнюю дорожку качения. Осторожно поверните подшипник, чтобы равномерно распределить смазку по дорожке качения, направляющей поверхности сепаратора, поверхности гнезда сепаратора и поверхности роликов. Введите смазку в канавку через два соседних тела качения, чтобы обеспечить равномерное распределение. Для заливки смазки в цилиндрические роликоподшипники нанесите 80% смазки на дорожку качения внутреннего кольца, поверхность качения и поверхности роликов и карманов сепаратора, а оставшиеся 20% нанесите на внешнюю дорожку качения. Осторожно поверните подшипник, чтобы равномерно распределить смазку по дорожке качения, направляющей поверхности сепаратора, поверхности гнезда сепаратора и поверхности роликов.
(1) Вал и корпус фитинга следует тщательно очистить и убедиться в отсутствии заусенцев, шероховатостей и выбитых следов.
(2) Убедитесь, что вал и корпус совпадают с подшипником.
(3) Проверьте, отмечено ли наибольшее биение на фитинге между подшипником, валом и корпусом.
(4) Проверьте параллельность втулки или проставки и перпендикулярность торца к оси, которая должна быть ниже 0,003 мм.
Примите меры в соответствии с типами подшипников, условиями установки подшипника и валом или корпусом, а также текущими условиями ремонта. Независимо от того, какой метод монтажа будет выбран, мы должны придерживаться одного принципа, согласно которому тела качения, несущие нагрузку, абсолютно запрещены во всем процессе монтажа прецизионных подшипников. Как правило, внутреннее кольцо имеет посадку с натягом на валу, а внешнее кольцо - посадку с зазором в корпусе, а также используют микромасштабную посадку с натягом. Подшипники устанавливаются на вал следующими способами:
(1) Использование молотка и втулки Этот метод широко используется для подшипников малого и среднего размера с неплотной посадкой между кольцами и валом или корпусом. Размер втулки должен соответствовать выбранному размеру кольца подшипника. Диаметр отверстия втулки должен быть немного больше диаметра вала при установке внутреннего кольца, а внешний диаметр втулки должен быть немного меньше диаметра отверстия в корпусе при установке внешнего кольца. Избегайте ударов по внешнему кольцу при установке внутреннего кольца и избегайте ударов по внутреннему кольцу при установке внешнего кольца, в противном случае ударная сила будет передаваться на другое кольцо через элементы качения и дорожку качения, что приведет к повреждению дорожки и тел качения. Если этот метод используется для разделения подшипников с натягом между кольцами и валом или корпусом, торец втулки должен соприкасаться с торцами внутреннего и наружного колец, при этом торец втулки должен быть плоским и располагаться вертикально по отношению к центральной линии втулки. Установите подшипники молотком, чтобы ударная втулка, с одной стороны, подшипник был установлен. нестабильный; с другой стороны, подшипнику будет приложена ударная сила. Как правило, не рекомендуется использовать этот метод для установки прецизионных подшипников.
(2) Использование прижимных устройств К прижимным устройствам относятся пресс, гидравлический захват, гидравлический зажим, гидравлическая гайка и т. Д. Особенностью этого метода является предотвращение прямого удара подшипников и соответствующих повреждений. Однако использование этого метода должно гарантировать, что напорная линия совпадает с осью подшипника, чтобы предотвратить скалывание подшипника.
(3) Нагрев внутреннего кольца. Трудно использовать устройства давления для установки подшипника, когда величина натяга больше, что вредит посадочной поверхности подшипника. Следовательно, будет проще установить за счет нагрева и расширения внутреннего кольца. В настоящее время мы обычно используем магнитный индукционный нагреватель для нагрева внутреннего кольца. Температура нагрева не может быть выше 120 ° C. Температура нагрева определяется размерами подшипника и величиной натяга. В процессе нагрева размер наружного кольца будет увеличиваться, поэтому между наружным кольцом и заплечиком вала в осевом направлении после остывания внешнего кольца будет зазор. Посадка с натягом между подшипником и валом после охлаждения.
(4) Подача масла под давлением на посадочную поверхность При натяжении вала и подшипника трение между посадочными поверхностями увеличивается, даже больший натяг может повредить посадочные поверхности. Затем нагнетание масла под давлением на посадочные поверхности для образования слоя смазочной масляной пленки для уменьшения трения. Таким образом, меньшее усилие может заставить две части скользить относительно друг друга. Этот метод подходит для монтажа деталей конического фитинга и демонтажа деталей цилиндра.

Основная цель смазки - использовать смазочные материалы для образования разделяющей смазочной пленки на кольцах, телах качения и сепараторах, чтобы уменьшить трение и истирание, предотвратить ожог подшипника и продлить срок его службы. Кроме того, смазочные материалы используются для предотвращения коррозии, уменьшения вибрации и шума, охлаждения подшипника и защиты внутренней части подшипника от загрязнения.
Для крепления внутреннего кольца на валу на валу предусмотрена резьба для установки сквозных гаек подшипника. Перпендикулярность оси резьбы и торца, а также точность посадки резьбы очень важны. Если точность изготовления гаек недостаточно высока, гайка будет наклоняться. Наклонная гайка приведет к изгибу вала и равномерному распределению предварительной нагрузки на подшипники, что напрямую влияет на точность вращения, жесткость и грузоподъемность подшипников. Поэтому стопорные гайки должны быть отрегулированы и затянуты, чтобы гарантировать точность вращения вала и избежать потери. Из-за различных предварительных нагрузок сила блокировки подшипника зависит от фактического рабочего состояния и должна быть определена путем испытания. Чтобы устранить или уменьшить сопротивление позиционирования компонентов в процесс монтажа, Рекомендуется заблокировать гайку моментом, который в два или три раза превышает обычное фиксирующее усилие, затем ослабить гайку и окончательно закрепить гайку с помощью обычного фиксирующего усилия. Чтобы использовать контргайку, на шпинделе необходимо нарезать резьбу, которая должна соответствовать высокоточная гайка, кроме того, на контргайке должен быть дисбаланс вращения, поэтому натяжная втулка должна использоваться в качестве компонента осевого позиционирования подшипника на некоторых высокоскоростных прецизионных станках с ЧПУ или обрабатывающих центрах. Пожалуйста, свяжитесь с ZYS для использования натяжной гильзы. поэтому натяжная втулка должна использоваться в качестве компонента осевого позиционирования подшипника на некоторых высокоскоростных прецизионных станках с ЧПУ или обрабатывающих центрах. Пожалуйста, свяжитесь с ZYS для использования натяжной гильзы. поэтому натяжная втулка должна использоваться в качестве компонента осевого позиционирования подшипника на некоторых высокоскоростных прецизионных станках с ЧПУ или обрабатывающих центрах. Пожалуйста, свяжитесь с ZYS для использования натяжной гильзы.
Наружное кольцо крепится к корпусу нажатием на торцевую крышку и затяжкой болта. Если усилие затяжки болта слишком велико или торцевая крышка воспринимает неравномерные нагрузки, канавка наружного кольца будет деформирована. Следовательно, необходимо контролировать силу затяжки болтов. Кроме того, контролируется осевой зазор предварительного натяга между торцевой крышкой и торцевой поверхностью корпуса, чтобы гарантировать правильное положение наружного кольца.
Рекомендуется контролировать осевой зазор предварительного натяга между торцевой крышкой и торцом корпуса в диапазоне 0,01-0,04 мм.




Copyright © 2019 ZYS Bearing Research Institute Co., Ltd. All Right ReservedРазработано www.hoogege.com



