
The principles of selecting precision bearings

ZYS has developed and produced various types and structures of high-speed precision bearings, each of which has special working conditions. Selecting different types and structures should depend on specific working conditions. When choosing bearings, the following properties should be taken into consideration.
Among ZYS precision bearings, angular contact ball bearings have four diameter series 18, 19 (1)0, (0)2; the ball screw support bearings have two diameter series, (0)2, (0) 3. With the the same bore diameter, the outer diameters and width dimensions of 18, 19, (1)0, (0)2, (0) 3 series increase in turn. The (1)0 diameter series bearings are most usually used among angular contact ball bearings, cylindrical roller bearings, double-direction angular contact thrust ball bearings and tapered roller bearings for high-speed precision machine spindle. As for the angular contact ball bearings, if the radial space in mounting position is limited or the required speed of spindle is higher, (1)0 or 19 diameter series are recommended, and even 18 diameter series; if spindle supports large load, speed is not quite high and mounting space is not limited, the (0) 2 diameter series are preferred. The greater the axis diameter of spindle is, the higher the rigidity becomes. To improve the bearing rigidity is to increase the number of balls, which is more favorable than increasing the ball diameter.
1.2.1 Running accuracy
Running accuracy of bearings directly determines the rotation and the machining accuracy of machine tools. The radial runout of inner ring is particularly important. The accuracy of spindle and housing must be matched with the accuracy of their matching bearings.
Among ZYS high-speed precision bearings, the standard accuracy class of angular contact ball bearings and ball screw support bearings is ISO Class 4 (equivalent to American Bearing Manufacturers Association ABEC Class 7); for cylindrical roller bearings and double-direction angular contact thrust ball bearings, the standard accuracy class is SP. If more precise bearings are needed, we can provide angular contact ball
bearings and ball screw support bearings on Class P4A (dimensional accuracy is equivalent to IS0 Class 4,
running accuracy is higher than the IS0 Class 4), ultra -precision bearings on IS0 Class 2 (equivalent to ABEC Class 9) and double row cylindrical roller bearings and double-direction angular contact thrust ball bearings on Class UP, the higher accuracy class.
1.2.2 Dimensional accuracy
For the high-precision bearings,18,19, (1)0 dimensional series in particular, the ring thickness
is thin, so the fitting condition, when the bearing is assembled to spindle and housing, has a significant impact on the
running accuracy, internal clearance or preload of the
bearing. Therefore, not only the bearing should have a higher dimensional accuracy, but its matching spindle
diameter and housing bore should also have the corresponding high dimensional accuracy and surface quality.
The limiting speed of angular contact ball bearings is the highest in all rolling bearings under the same condition. The limiting speed of rolling bearings depends on the structure types, dimensional series, dimensional sizes, cage materials and structures, bearing accuracy, internal clearance, preload, external load, lubrication methods and conditions, allowable working temperature, cooling measures, the accuracy of fitting shaft and housing, etc. The speed values are appropriate for the following conditions: ( 1 ) Bearing accuracy: The accuracy of angular contact ball bearings and ball screw support bearings is in Class P4, the accuracy of cylindrical roller bearings and double-direction angular contact thrust ball bearings is in Class SP, the accuracy of tapered roller bearings is in Class P5. (2) It’s used for single bearing with light preload. (3) The bearing should be mounted with shaft and housing appropriate fitting, rotating parts should have good dynamic balance. (4) For the grease lubrication bearings, should with high quality and appropriate amount lubricating grease. (5) The lubricating oil keeps excellent performance, suitable viscosity and sufficient amount. (6) The load of bearings can not be excessive and bearing running at the normal working temperature.
With the external load, elastic deformation will be generated in the contact area between rolling elements and raceway, thus the non-deformability is called the rigidity of bearing. Without any loads, the contacts between rolling elements and raceway including point contact and line contact, no matter which kind of contacts, the contact area always increases with the load increases, therefore, there is no linear relationship between the approaching amount of two contacting parts and load, that is, the rigidity of bearing is not constant, it varies with the load. In general, the rigidity increases as the load increases. Angular contact ball bearings are usually used to support axial load, the bigger the contact angle is, the greater the axial load capacity is and the higher the corresponding axial rigidity is. To impose appropriate preload can increase the bearing rigidity. In addition, angular contact ball bearings can also raise the radial and axial rigidity of bearing through suitable matching. The number of rolling elements has much greater influence on bearing rigidity than the rolling elements size does. For the bearings with same bore diameter, though the rolling elements of the bearings in 19, (1)0 diameter series are small, the number of assemblied rolling elements is large, in this way higher rigidity can also be reached, Therefore, the angular contact ball bearings used in high-speed precision machine tool spindle usually use 19, (1)0 diameter series. Select cylindrical roller bearings, when the higher radial rigidity is required.
The main purpose of lubrication is to use the lubricants to form separating lubrication film on the rings, rolling elements and cages to reduce the friction and abrasion, prevent bearing being burnt and prolong bearing life. Moreover, the lubricants are used to avoid corrosion, decrease vibration and noise, cool down the bearing and protect bearing interior against contamination.
Grease lubrication is the most common lubrication method, because it is convenient to use and easy to maintain. The most common grease in rolling bearings is lithium grease with mineral oil as base oil, and it has good adhesion lubrication in a wide range of temperature and speed. Application temperatures range for -30°C- +110°C. High-speed precision spindle bearings and ball screw support bearings can also use barium grease or calcium grease with synthetic double grease lubricating oil as base oil, and best viscosity is preferred as NO.2. When ZYS high-speed precision bearings using grease lubrication, the grease quantity should take up about 15%~20% of bearing interior free space. Running-in must be carried out in initial operation for grease-lubricated bearings. Excessive grease will be forced into the groove through running-in procedure to realize grease uniform distribution, and insure the minimum temperature of thermal equilibrium when bearing works normally. The normal running-in procedure is to improve speed step by step, and one step can not be moved to next unless a stable bearing temperature has been reached. With more procedures or higher limiting speed, running-in will take much more time. The running-in procedure should be carried out at 20% ~ 25% limiting speed in the begin, then increase the speed after the stable temperature is reached, finally the bearing limiting speed is realized with stable temperature. Monitoring the temperature at any time in running-in procedure. If possible, the temperature of outer ring should be monitored directly. If the temperature is over 60°C, stop running. When the temperature decreases to 10°C, we can restart with the same speed till the end of running-in procedure. The lubrication grease should be added and replaced in time. When adding grease, pay attention that greases with different types and different specifications could not be mixed, otherwise, grease performance will decrease. In addition, the original grease should be cleaned off.
Oil lubrication can be preferred when bearing works in high temperature and high speed. The commonest oil lubrication for machine tool bearings are oil mist, oil-air, oil jet, etc. The advantages and disadvantages of the above lubrication are shown in below table.
| Lubrication | Advantages | Disadvantages |
| Oil mist lubrication | * Oil deterioration would not occur due to the constant injection of new oil. * Keep dust and cutting fluid outside. |
* Oil mist contaminates environment. * Oil flow is decided by the oil viscosity andtemperature, so hard to control it to small flow. *Hard to confirm actual oil supply. |
| Oil-air lubrication | * Controllable optimum oil supply, low heatgeneration of bearing. * Good cooling effect and low temperature rise. * Keep dust and cutting fluid outside. * Almost no contamination to environment. |
* High cost of lubrication devices. * Hard to determine the actual oil supply. |
| Oil jet lubrication | * Keep dust and cutting fluid outside and avoid burning down the bearing because of the large flow. * Controllable temperature rise, because injecting oil takes heat away. |
* High friction loss.
* Vertical mounting spindle is not preferred because of oil leakage. * High cost of lubrication devices. |

The fitting between inner ring and shaft , outer ring and housing needs different requirements for positioning and fixation in radial, axial and circumferential (tangential) direction. The axial positioning can be realized through nuts, shoulder, end cap, spacer, elastic ring, the end of adjacent parts and so on. While the radial and circumferential positioning, in general, are completed through the fitting between inner ring and shaft, outer ring and housing. For high-speed precision spindle bearings, to avoid excessive interference fit and rings deformation can reach good dimensional accuracy and running accuracy. On the other hand, for the high-speed Bearings whose dmn is more than 1.0x 10mm· r/min. If the fitting between inner ring and shaft is not suitable, the inner ring will be expanded because of the centrifugal force when the bearing is running in high-speed. Then increase the clearance of shaft and inner ring and subsequently would be creeping, friction and abrasion. Therefore, special attention should be paid to the fitting of high-speed precision spindle bearings.

To increase the load capacity and rigidity, the angular contact ball bearings for machine tool spindle are usually matched in pairs or set of more units.
Every single bearing to be matched should meet the requirements of boundary dimension tolerances and running accuracy, besides, there are high requirements for the following performance parameters between any two bearings:
(1) Mean bore diameter difference between any two bearings.
(2) The radial runout difference of inner rings between any two bearings.
(3) Mean outside diameter difference between any two bearings
(4) The radial runout difference of outer rings between any two bearings.
(5) Actual contact angle difference between any two bearings.
(6)The protrusion difference between any two adjacent bearings.
Duplex arrangement bearings have three kinds of configuration, back-to- back (DB), face-to-face (DF) and tandem (DT), their structures and features are shown as follows:
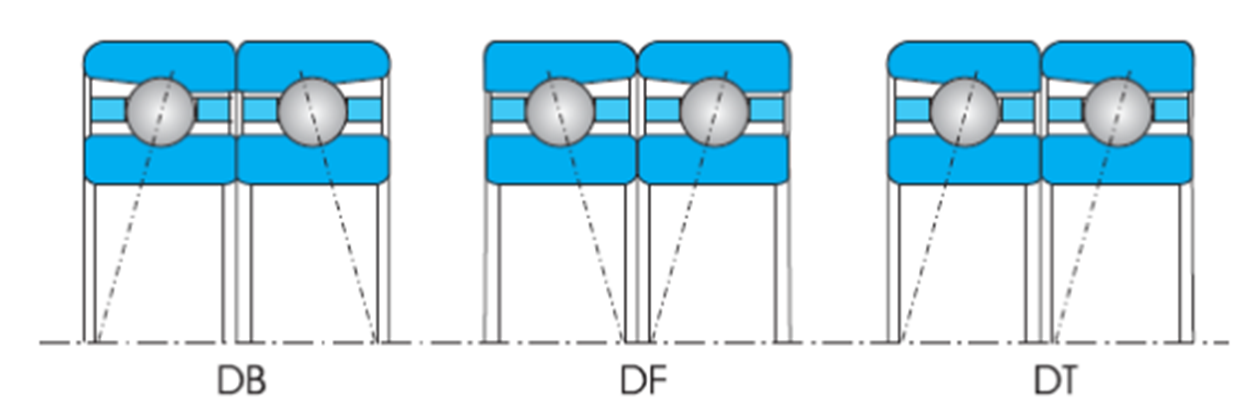

| Paired configuration | Code | Features |
| back-to- back | DB | *Symmetrical arrangement; *Supporting radial load; *Supporting axial loads in two directions *Supporting high overturning moment. |
| face-to-face | DF | *Symmetrical arrangement; *Supporting radial load; *Supporting axial loads in two directions; *Slight self-aligning with poor support overturning moment ability. |
| tandem | DT | *Two bearings are indentical; *Arranged in same direction; *Supporting radial load; *Supporting larger axial load in one direction. |
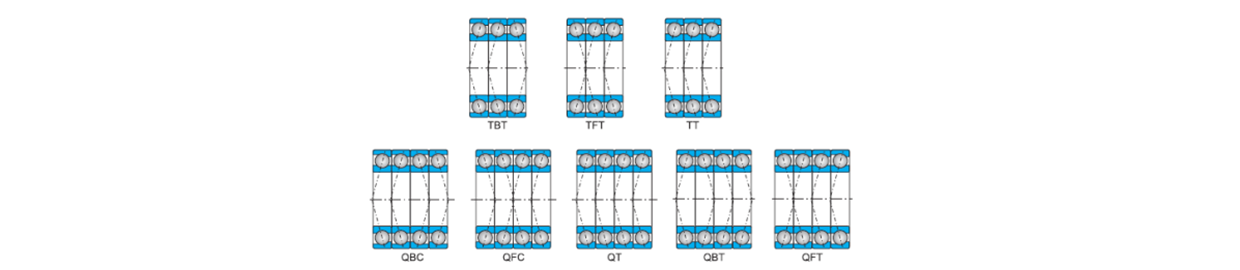
To obtain higher loading capacity and rigidity, the angular contact ball bearings for machine tool spindles are in sets with three, four and even five bearings. Among them, the drawings below show a few examples of multiple arrangements.
As for matched bearings, bearing sets performance changes with the direction of loading. Therefore, there is a constant mounting direction for bearing arrangements, especially for bearings with a symmetrical arrangement. As a result, we mark ”V“ on outer diameter surface in axial direction. Moreover, the opening mouth of ”V“ points to the the axial load acted on inner ring, that is to say, the direction of ”V“ closed angle should be identical with the direction of the axial load acted on inner ring. If the loads acted on inner ring are double direction, the direction of ”V“ closed angle should be identical with the direction of larger axial load acted on inner ring.
Except for the above constant direction configurations, we also support universal matching bearings, that is, in pair can be arranged in any required arrangement DB, DF or Tandem. The end faces protrusion values of single universal bearings are identical. The usual offered preloads of universal matching bearings are also Light (A), Medium (B), High (C) and special preload.
The operating temperature of ZYS precision rolling bearings depends on bearing material, preload,operating load, speed, lubrication, cooling, and ambient temperature. In general, the higher the load and speed, the higher the operating temperature of grease lubrication bearings. ZYS precision rolling bearings rings can usually withstand temperature 150°C; while the phenolic resin cages can withstand the maximum temperature 120°C. Other bearings with copper or aluminium alloy cages can withstand the maximum temperature 150°C. Without artificial cooling and external heat, the inner ring temperature is always higher than outer ring temperature. The temperature of rolling elements is higher than that of inner ring. Overheating can change bearing internal state. For precision angular contact ball bearings in high speed, the temperature difference between inner ring and outer ring will cause the larger actual preload than assembly preload, and lead to premature abrasion, bearing stuck and even worse situation. Therefore, bearing operating temperature must be controlled.
According to the lubrication methods and cooling situation, the allowable operating temperature of oil mist and oil-air lubrication bearings is much higher than that of grease lubrication bearings. If higher temperature bearings are requested, please contact with us.
Machine tool performance, to a large extent, depends on the precision and dynamic performance of spindle components, which is directly related to spindle bearings mounting and adjustment. The precision components for machine tool bearings, in mounting and adjusting process, are sensitive to improper operation. Inappropriate mounting will probably damage bearing and ruin bearing accuracy. Improper adjustment will lead to poor accuracy, low rigidity, high temperature rise, high noise or weak vibration resistance. Therefore there must be a systematic set of operating instructions for precision bearing mounting and adjustment, with proper mounting and adjusting tools.
Suggest that precision bearing packings be opened just before mounting. The preparations before mounting precision bearing mainly include the following contents: (1) Cleaning To avoid bearing corrosion in transportation and stock, a layer of anti-rust oil should be added to precision bearing surface in packing. The incompatibility between lubrication oil or grease and anti-rust oil will lead poor lubrication, so clean the bearing carefully after opening the pack. If available, suggesting operator use plastic gloves, instead of touching bearings with naked hands. Clean bearing with clean and high purity gasoline, No.90 gasoline and even No. 120 white gasoline are suggested. Cleaning bearings with two steps. Prepare two cleaning containers filled with enough gasoline, and place one piece of wire netting in one container. First immerse the bearing from packing into the container with wire netting, and then do the final cleaning in other container while rotating bearing. Renew the gasoline from time to time to guarantee the clarity. Sealed bearings are not unsuitable for cleaning and they can be directly mounted for use.Dry the bearings after cleaning by air or in room temperature. Move to next step till the absolute drying. If the bearings are lubricated with oil, try to mount the bearing without rotating it. If the bearings are lubricated with grease, we should turn to the following grease filling and mounting procedures. It is suggested to paint a thin layer of lubrication oil on the mounting surface for easy mounting of bearing. (2)Filling grease For grease lubrication bearings, improper selection of grease, grease mount or grease filling method will influence bearing performance and even service life. Therefore, be strict with the grease filling regulations.Select proper lubrication grease, and prepare injector with suitable size.Check the grease amount, and fill the certain amount into injector.Inject the grease into the groove through two adjacent rolling elements to ensure uniform Distribution. For filling grease into cylindrical roller bearings, fill 80% grease to inner ring raceway, rolling surface and surfaces of rollers and cage pockets, while grease the left 20% onto the outer raceway. Rotate the bearing gently to distribute the grease in raceway, cage guiding surface, cage pocket surface and rollers surface uniformly.
(1)Fitting shaft and housing should be cleaned thoroughly, and make sure there are no burrs,Rough edges and knocked marks.
(2)Check whether shaft and housing are matched with bearing or not.
(3)Check whether the highest runout is marked on the fitting between bearing and shaft and Housing.
(4)Check the parallelism of sleeve or spacer and the perpendicularity of end face to axis, which should be controlled below 0.003mm.
Make regulations according to bearing types, fitting situations between bearing and shaft or
housing, and present mo unting conditions. No matter which mounting method will be adopted, we must
adhere to one principle that rolling elements carrying load is absolutely forbidden in the whole process of precision
bearings mounting.
In general, the inner ring is interference fit on the shaft, while the outer ring is clearance fit in the housing, and also use microscale interference fit.
The bearings are mounted to shaft in the following methods:
(1)Making use of hammer and sleeve. This method is widely used to the small and medium size bearings with loose fit between rings and shaft or housing. The sleeve size should correspond to the selected bearing ring dimension. The sleeve bore diameter should be a little bigger than shaft diameter when inner ring being mounted, while the sleeve outer diameter should be a little smaller than housing hole diameter when outer ring being mounted. Avoid striking outer ring when inner ring is being mounted and avoid striking inner ring when outer ring is being mounted, or the striking force will be passed to the other ring through rolling elements and raceway, which will damage the raceway and rolling elements. If this method is used to separable bearings with interference fit between rings and shaft or housing, the sleeve end face should contact with the end faces of inner ring and outer ring, moreover, the sleeve end face must be flat and be vertical to the sleeve center line.Mount bearings by hammer to strike sleeve, on the one hand, bearing is unstable; on the other hand, bearing will be given impact force. In general, it’s not suggested to use this method to mount precision bearing.
(2)Using pressure devices. The pressure devices include press machine, hydraulic gripper, hydraulic clamp and hydraulic nut, etc. The feature of this method is to avoid direct striking bearings and relevant damage. However, adopting this method must guarantee the pressure line coincides with bearing axis to prevent bearing tiling.
(3)Heating inner ring. Its difficult to use pressure devices to mount the bearing when the magnitude of interference is larger, which does harm to bearing fitting surface. Therefore, it will be easier to mount through heating and expanding inner ring.At present, we usually use magnetic induction heater to heat the inner ring.The heating temperature can not be more than 120°C . The heating temperature is decided by bearing dimensions and magnitude of interference.In the process of being heated, the outer ring dimension will be expanded, therefore, there will be clearance between outer ring and shaft shoulder in axial direction after the outer ring cooling, it is interference fit between bearing and shaft after cooling. Therefore we should use nut or other suitable methods to eliminate the axial clearance between bearing and shaft shoulder after bearing is cooling down.
(4)Injecting pressure oil on fitting surface. When there is interference between shaft and bearing, the friction between fitting surfaces will increase, even larger interference will damage fitting surfaces. Then injecting pressure oil on the fitting surfaces to form a layer of lubrication oil film to decrease the friction. In this way, less force can make the two parts slip relatively. This method suits for the mounting of taper fitting pieces and dismounting of cylinder fitting pieces.

The main purpose of lubrication is to use the lubricants to form separating lubrication film on the rings, rolling elements and cages to reduce the friction and abrasion, prevent bearing being burnt and prolong bearing life. Moreover, the lubricants are used to avoid corrosion, decrease vibration and noise, cool down the bearing and protect bearing interior against contamination.
In order to fasten the inner ring on shaft, threads are designed on shaft to position the bearingthrough nuts. The perpendicularity of thread axis and end face and the fitting accuracy of threads are very Important. If nuts manufacturing accuracy is not high enough, the nut will tilt. The tilting nut will give rise to curve shaft and ununiform preload distribution on bearings, which has direct influence on bearing running accuracy, rigidity and load capacity. Therefore, locking nuts must be adjusted and fastened to guarantee shaft running accuracy and avoid being loosing.According to different preloads, the locking force of bearing depends on actual working condition and should be determined through test.To eliminate or decrease the components positioning resistance in the process of mounting, it is suggested that to lock the nut through the moment that two or three times the usual locking force, then loosen the nut, finally fasten the nut through usual locking force.To use locknut, threads must be machined on spindle which should be matched with high precision nut, moreover, there must be rotating imbalance on locknut, therefore interference sleeve should be adopted as bearing axial positioning component on some high-speed precision CNC machine tools or machining center. Please contact with ZYS for the usage of interference sleeve.
Outer ring is fastened into housing by pressing end cap and tightening screw bolt. If the bolt tightening force is too strong or end cap carries uneven loads, outer ring groove will be deformed. Therefore, bolt tightening force must be controlled. In addition, controlling the axial preload clearance between end cap and housing end face to guarantee correct positioning of outer ring.
It is suggested that the axial preload clearance between end cap and housing end face should be controlled in the range of 0.01-0.04mm.


Copyright © 2019 ZYS Bearing Research Institute Co., Ltd. All Right ReservedDesigned by www.hoogege.com



